以下是:冲压件精轧管买的放心的产品参数
| 产品参数 |
|---|
| 产品价格 | 110 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:冲压件精轧管买的放心的图文视频
在天津市采买冲压件精轧管买的放心到金海金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:季经理-13734465888,QQ:597671230,地址:《聊城开发区蒋管屯镇杜丹江路东首100号发货到天津市 和平区、河东区、河西区、南开区、红桥区、东丽区、西青区、津南区、北辰区、武清区、宝坻区、滨海新区》。 天津市 天津市地处中国华北地区,华北平原东北部,海河流域下游,东临渤海,北依燕山,西靠首都北京市,其余均与河北省相邻,属暖温带半湿润季风性气候,四季分明。天津市是中国北方的港口城市、中蒙俄经济走廊主要节点、海上丝绸之路的战略支点、“一带一路”交汇点、亚欧大陆桥近的东部起点;在海河五大支流南运河、子牙河、大清河、永定河、北运河的汇合处和入海口,素有“九河下梢”“河海要冲”之称。
| 产品参数 |
|---|
| 产品价格 | 110 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
想知道冲压件精轧管买的放心产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:冲压件精轧管买的放心的图文介绍

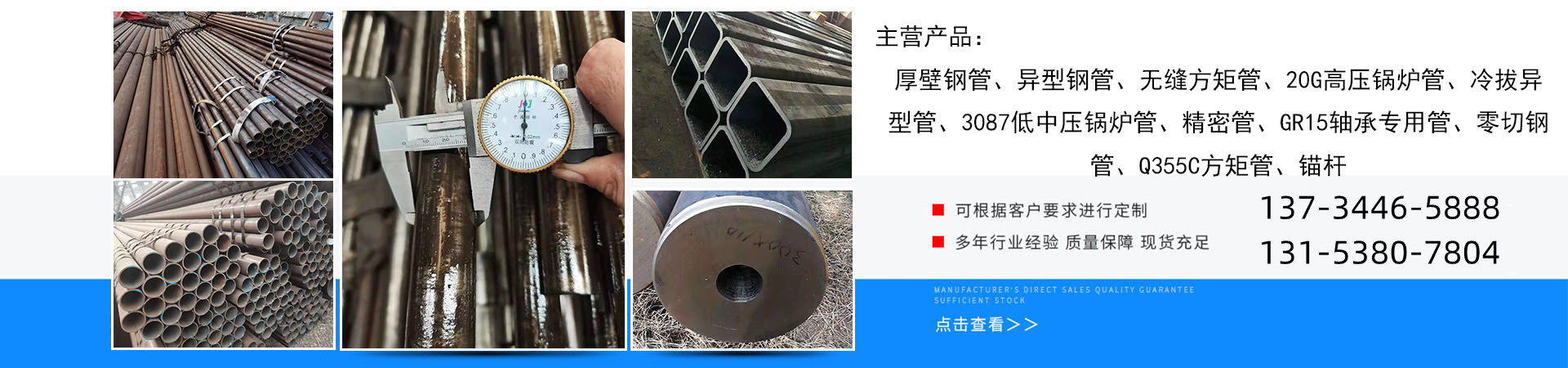
金海金属材料有限公司
金海金属材料有限公司所生产的 天津精密管产品种类齐全、规格多样,价格适中 ,品质优良。其制作流程严格遵守行业生产标准和检验控制,保证了每一件产品质量。


2.抑制冲压件产生翻料、扭曲的方法
(1).合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
(2).压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,卸料板与凹模贴合,而容纳材料处卸料板与凹模的间隙为材料厚t-0.03~0.05mm)。如此,冲压中卸料板运动平稳,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
(3).增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
(4).凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
(5).日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
(6).冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。



3.生产中常见具体问题的处理
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。



冲压件
21. 严禁非电工人员接电与维修机器。
22. 严禁风枪对准人吹,易伤到眼睛。
23. 操作员需带上耳塞。
24. 发现机台异常时先关掉电源再及时找当班技术员处理,不能擅自处理。
25. 新进员工 天上班时,组长一定要给他讲解好操作规范, 个星期每天学习一次操作规程。
26. 调机时,一定要将机台调至单动,严禁打连动排料带。
27. 电闸下面不能存放任何易燃、易爆物品。
28. 作业员严禁在车间内追追打打,以免摔交、碰倒产品或撞伤自己。
29. 按照设备点检卡上的检查内容进行设备检查,特别注意冲床的导向和制动装置运转是否正常,单冲和连冲功能分明。
30. 在小冲床(10T)上安装模具时,先松开导轨的锁紧装置,安装上下模,然后调节导轨行程,直至符合要求并锁紧紧固装置,另在高冲上架模时,必须打到单冲行程,锁紧上模后,下模在油压锁模后锁紧,生产前再作一次检查。·

联系人:季经理,电话:13734465888,金海金属材料有限公司在天津市本地专业从事冲压件精轧管买的放心,天津市各个县市以及周边城市均可提供送货上门服务!