



桥梁防撞护栏-用的放心的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
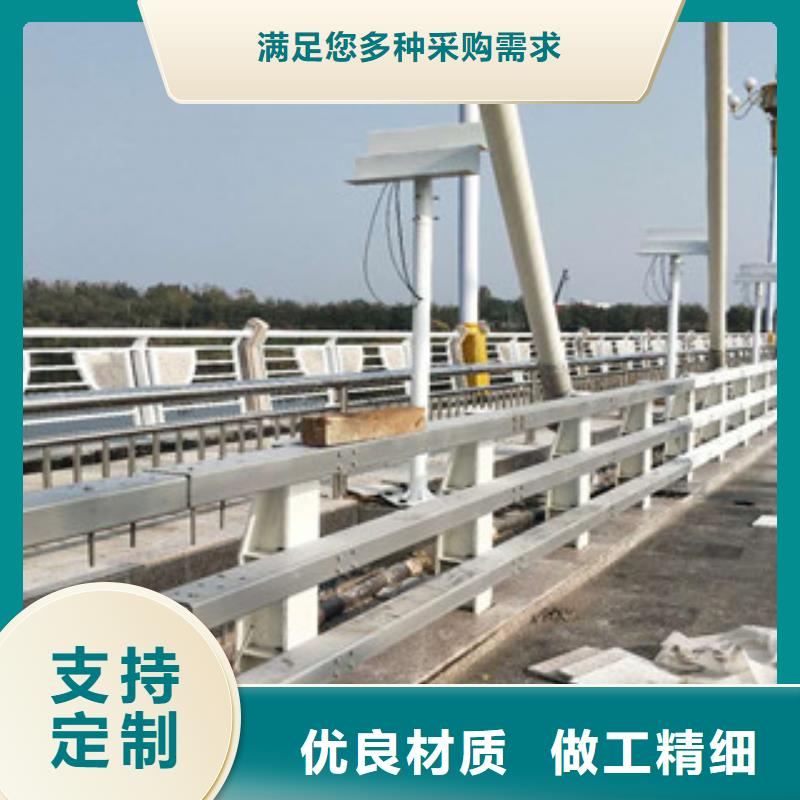
以下是:桥梁防撞护栏-用的放心的图文介绍

传统的护栏使用铁条材料,需要借助电焊等工艺技术,而且质地较软、容易生锈、色彩单一。 不锈钢管按材质分为普通碳素钢管、优质碳素结构钢管、合金结构管、合金钢管、轴承钢管、不锈钢管以及为节省贵重金属和满足特殊要求的双金属复合管、镀层和涂层管等。 不锈钢管的种类繁多,用途不同,其技术要求各异,生产方法亦有所不同。当前生产的钢管外径范围0.1—4500mm、壁厚范围0.01~250mm。为区分其特点,通常按如下的方法对钢管进行分类。5、凡参加高空作业人员在上岗前必须进行体检,凡患有不适应高空作业疾病的人员,不得参与桥梁防撞栏等高空作业。 6、所有施工设备和机具在投入使用前均由机械技术人员组织进行检查、维修保养,各种保险、限位、制动、防护等装置齐全可靠,确保状况良好。
同时与公路外边上的护栏带相呼应,整齐划一,美观配套。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能、吸收能量和的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。当路面维修或其它原因需要并通时,可方便地把开口处的各组护栏立柱拔出移走,开辟通道,便于车辆通过。

1、防撞护栏高程测量,以护栏顶面高程控制;
2、诱导缝(假缝)拆模后弹线切割,深度5mm。护栏的变形缝与诱导缝应充分考虑与模板接缝统一;
3、护栏顶面必须进行压光处理;
4、混凝土必须分层浇筑,曲面处应加强振捣,减少气泡发生;
5、选用专用的脱模剂,保证混凝土颜色均匀、表面光滑;
6、安装模板时注意预埋件及伸缩缝安装槽口的预留;安装外侧模板使用轮式悬臂小门架,并做好临时固定;
7、混凝土养生采用一布一塑不间断滴灌养生。
桥梁护栏钢管的好:1、 模板加工按机械制造的工艺进行,模板交角处采用倒圆角处理,使其线形平顺,尺寸严格按设计要求制作。制作好的模板进行试拼编号,对于有错台和平整度不符合要求的要及时整改,合格后方可使用。模板要求有一定的强度和刚度,确保在施工中不变形。护栏模板的安装应严格按规范要求进行,确保砼施工时不出现跑模、错台、变形、漏浆,并保证砼的外观质量。
2、 选用专用脱模剂保证砼颜色均匀,表面光滑。
3、 在距离梁面10cm高的位置预埋40cm的内支撑钢筋,确保其下
2、诱导缝(假缝)拆模后弹线切割,深度5mm。护栏的变形缝与诱导缝应充分考虑与模板接缝统一;
3、护栏顶面必须进行压光处理;
4、混凝土必须分层浇筑,曲面处应加强振捣,减少气泡发生;
5、选用专用的脱模剂,保证混凝土颜色均匀、表面光滑;
6、安装模板时注意预埋件及伸缩缝安装槽口的预留;安装外侧模板使用轮式悬臂小门架,并做好临时固定;
7、混凝土养生采用一布一塑不间断滴灌养生。
桥梁护栏钢管的好:1、 模板加工按机械制造的工艺进行,模板交角处采用倒圆角处理,使其线形平顺,尺寸严格按设计要求制作。制作好的模板进行试拼编号,对于有错台和平整度不符合要求的要及时整改,合格后方可使用。模板要求有一定的强度和刚度,确保在施工中不变形。护栏模板的安装应严格按规范要求进行,确保砼施工时不出现跑模、错台、变形、漏浆,并保证砼的外观质量。
2、 选用专用脱模剂保证砼颜色均匀,表面光滑。
3、 在距离梁面10cm高的位置预埋40cm的内支撑钢筋,确保其下



立朋金属护栏有限公司可根据客户要求生产定做不同规格的 阿里日土铝合金护栏、235碳钢栏杆、道路护栏、防撞护栏,我公司 阿里日土铝合金护栏、235碳钢栏杆、道路护栏、防撞护栏库存量充足,品种规格齐全。本着低价经营,质量为主的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,我们将竭诚为新老客户提供过硬的 阿里日土铝合金护栏、235碳钢栏杆、道路护栏、防撞护栏产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!


护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。


